The global healthcare industry is witnessing a paradigm shift where "Patient Comfort" is no longer a luxury but a clinical necessity. Patient comfort equipment, ranging from ergonomic monitor carts to advanced anesthesia workstations, plays a critical role in modern medical infrastructure. As the world faces an aging population and increasing chronic disease prevalence, the demand for sophisticated, mobile, and reliable medical support equipment has skyrocketed.
Industrial applications now focus on the "Point of Care" (POC) model. Manufacturers are no longer just producing metal stands; they are designing integrated technology hubs that allow nurses and doctors to monitor vital signs, dispense medication, and manage anesthesia with zero friction. This integration directly impacts patient recovery rates and clinical safety, making the choice of a manufacturer a strategic decision for healthcare procurement officers.
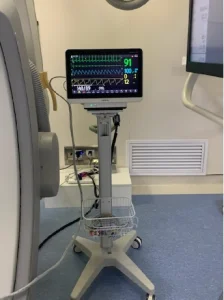
Modern patient monitor carts are now being equipped with integrated power systems and IoT sensors. This allows for real-time tracking of medical equipment within a hospital campus, ensuring that comfort equipment is always available where it is needed most.
Post-pandemic, the industry has pivoted toward antimicrobial coatings and easy-to-clean surfaces. Medical trolleys now utilize specialized aluminum alloys and medical-grade plastics that withstand rigorous chemical disinfection protocols.
Height-adjustable mechanisms, such as gas-spring or electric lift systems, are becoming standard. These features prevent caregiver burnout and musculoskeletal injuries, which are major hidden costs in the healthcare sector.
Shenzhen Avelar Medical Co., Ltd. was founded in 2003 and has accumulated over 21 years of rich experience in the medical technology industry. Headquartered in Pingshan, Shenzhen, with a state-of-the-art production facility in Huizhou, our company spans a total area of 10,000 square meters. As a leading national high-tech enterprise, Avelar Medical integrates cutting-edge research and development, innovative design, and high-efficiency manufacturing to deliver superior medical and healthcare solutions.
Our team consists of over 100 highly skilled engineers and technical professionals. Avelar Medical is committed to pushing the boundaries of technological advancements. We specialize in a broad range of products, including medical equipment installation solutions, intelligent mobile medical devices, and assistive technology for life support. Our business philosophy revolves around "Quality First" and "Customer First," earning us the trust of international clients from North America, Europe, the Middle East, and Asia.
International buyers, from large-scale hospital groups to specialized medical distributors, prioritize three factors: Certification compliance, Customization (OEM/ODM), and Supply Chain Reliability. At Avelar Medical, our products carry CE and RoHS certifications, ensuring they meet the stringent safety standards of the European and North American markets. We understand that a hospital in Germany may have different workflow requirements than a clinic in Thailand; thus, our modular design approach allows for rapid localization.
As a Shenzhen-based powerhouse, Avelar Medical offers distinct advantages that western manufacturers often struggle to match:
Leveraging the Shenzhen tech ecosystem, we can move from concept to prototype in weeks rather than months. Our 100+ engineers ensure that every design is optimized for both performance and manufacturability.
With our own 10,000 sqm facility in Huizhou, we control every step—from raw material sourcing (high-grade aluminum) to final precision assembly. This eliminates middleman costs and guarantees quality.
Having exported to 100+ countries, we are experts in international shipping regulations, duty optimizations, and protective packaging, ensuring your equipment arrives in perfect clinical condition.
As we look to the future, Avelar Medical remains dedicated to continuous growth, investment in research and development, and the creation of cutting-edge medical solutions. We are committed to improving healthcare outcomes, fostering a healthier future for communities worldwide, and making a lasting impact on the global healthcare industry. Our goal is to set the benchmark for the "Top 10" manufacturers globally through unwavering commitment to innovation and quality.