The global healthcare landscape is undergoing a massive transformation, where Patient Transfer Equipment has evolved from simple mechanical aids to sophisticated, intelligent mobility platforms. As hospital infrastructures expand globally, especially in North America, Europe, and emerging markets in Asia-Pacific, the demand for ergonomic, safe, and efficient transfer solutions has skyrocketed.
The industry is currently valued at billions of dollars, driven by an aging global population and the critical need to reduce Work-related Musculoskeletal Disorders (WMSDs) among nursing staff. Transfer equipment is no longer just "a cart"; it is a vital part of the patient care ecosystem.
AI-integrated monitoring, lightweight aerospace-grade materials, and antimicrobial coatings are the new standards. We are seeing a shift toward "Connected Carts" that sync real-time patient data directly to hospital HIS/EMR systems during movement.
Global institutional buyers are looking for high-durability, CE/RoHS certified equipment that offers long-term ROI. Modern procurement emphasizes modularity—trolleys that can be adapted for ventilators, ECGs, or anesthesia monitors simultaneously.
Founded in 2003, Shenzhen Avelar Medical Co., Ltd. stands as a beacon of expertise in the medical technology industry. With over two decades of experience, we have transitioned from a local manufacturer to a global leader in medical installation solutions and intelligent mobility devices.
Our headquarters in Pingshan, Shenzhen, and our high-tech factory in Huizhou utilize more than 200 advanced manufacturing units. This infrastructure allows us to integrate R&D and design seamlessly, ensuring that every trolley, cart, and workstation meeting the rigorous demands of modern healthcare environments.
In high-stakes environments, our Crash Carts and Ventilator Trolleys provide instant access to life-saving tools. Mobility and stability are critical when seconds count.
Our Advanced Anesthesia Workstations are designed to optimize space and streamline the workflow for surgical teams, ensuring all monitors are positioned ergonomically.
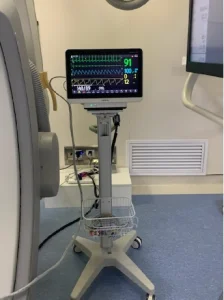
Whether it’s the Intellivue Mx Series or vital sign monitors, our roll stands ensure that patient data follows the patient safely from ward to diagnostics.
China’s medical device supply chain is the most robust in the world. As a premier exporter, Avelar Medical offers a unique combination of "Quality First" engineering and "Customer First" cost-efficiency. Our products carry CE and RoHS certifications, ensuring seamless entry into European and American markets. By choosing a factory-direct partnership, global distributors reduce lead times and gain access to custom OEM/ODM designs that are engineered for the specific height, weight, and tech requirements of their local hospitals.
At Shenzhen Avelar Medical, our business philosophy is anchored in reliability. Our team of 100+ highly skilled engineers works tirelessly to ensure that our assistive technology and healthcare solutions solve real-world problems. We don't just build equipment; we create environments where medical professionals can perform their best without worrying about tool failure. This commitment has earned the trust of top-tier hospitals across North America, the Middle East, and Asia.
As we look toward 2025 and beyond, the role of a China Patient Transfer Equipment Factory has shifted from providing hardware to providing solutions. At Shenzhen Avelar Medical, we recognize that the hospital of the future is mobile. Our R&D department is currently focusing on integrating IoT sensors into our monitor trolleys, allowing hospital administration to track equipment location and usage status in real-time, thereby reducing equipment loss and improving patient turnover rates.
Furthermore, the environmental impact of medical manufacturing is a key concern for our global partners. We have implemented sustainable manufacturing processes in our Huizhou facility, using recyclable aluminum alloys and high-impact polymers that withstand intensive chemical disinfection—common in post-pandemic clinical settings—without degrading. This durability directly addresses the "Reliability" pillar of the E-E-A-T principle, proving that our equipment is built to last in the most demanding environments on Earth.
Whether you are a hospital administrator in Dubai, a medical equipment distributor in Germany, or a procurement officer for an NGO in Southeast Asia, our comprehensive range of medical carts, anesthesia workstations, and monitor trolleys provides the stability and innovation you require. We are not just a supplier; we are your partner in fostering a healthier, more mobile future for communities worldwide.